
DIN7991 Kamin b'Toqob Eżagonali b'Għonq Imdawwar b'Sokket Grad ta' Azzar tal-Karbonju Grad ta' Żingu Miksi biż-Żingu 8.8 10.9





DIN7991 Kamin b'Toqob Eżagonali b'Għonq Imdawwar b'Sokket Grad ta' Azzar tal-Karbonju Grad ta' Żingu Miksi biż-Żingu 8.8 10.9
Deskrizzjoni
MALAJRRispons
MALAJRKwotazzjoni
MALAJRKunsinna
LEST GĦALL-KUNSINNA TAT-TBAĦĦIR
10000+ SKU fil-maħżen
Aħna nimpenjaw ruħna għal oġġetti RTS:
70% oġġetti kkunsinnati fi żmien 5 ijiem
80% oġġetti kkunsinnati fi żmien 7 ijiem
90% oġġetti kkunsinnatifi żmien 10 ijiem
Ordnijiet bl-ingrossa, jekk jogħġbok ikkuntattja lis-servizz tal-konsumatur

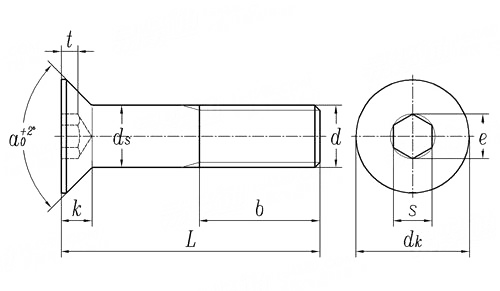
| d | M3 | M4 | M5 | M6 | M8 | M10 | M12 | (M14) | M16 | (M18) | M20 | (M22) | M24 | |
| P | Żift | 0.5 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 | 2.5 | 3 |
| α | tol.(+2) | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 60° | 60° |
| b | L≤125mm | 12 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 |
| 125<L ≤ 200 | / | / | / | 24 | 28 | 32 | 36 | 40 | 44 | 48 | 52 | 56 | 60 | |
| L>200 | / | / | / | / | / | 45 | 49 | 53 | 57 | 61 | 65 | 69 | 73 | |
| dk | Massimu=Nominali | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 27 | 30 | 33 | 36 | 36 | 39 |
| Min | 5.7 | 7.64 | 9.64 | 11.57 | 15.57 | 19.48 | 23.48 | 26.48 | 29.48 | 32.38 | 35.38 | 35.38 | 38.38 | |
| ds | Massimu=Nominali | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 |
| Min | 2.86 | 3.82 | 4.82 | 5.82 | 7.78 | 9.78 | 11.73 | 13.73 | 15.73 | 17.73 | 19.67 | 21.67 | 23.67 | |
| e | Min | 2.3 | 2.87 | 3.44 | 4.58 | 5.72 | 6.86 | 9.15 | 11.43 | 11.43 | 13.72 | 13.72 | 16 | 16 |
| k | Massimu | 1.7 | 2.3 | 2.8 | 3.3 | 4.4 | 5.5 | 6.5 | 7 | 7.5 | 8 | 8.5 | 13.1 | 14 |
| s | Nominali | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | 10 | 12 | 12 | 14 | 14 |
| Min | 2.02 | 2.52 | 3.02 | 4.02 | 5.02 | 6.02 | 8.025 | 10.025 | 10.025 | 12.032 | 12.032 | 14.032 | 14.032 | |
| Massimu | 2.1 | 2.6 | 3.1 | 4.12 | 5.14 | 6.14 | 8.175 | 10.175 | 10.175 | 12.212 | 12.212 | 14.212 | 14.212 | |
| t | Massimu=Nominali | 1.2 | 1.8 | 2.3 | 2.5 | 3.5 | 4.4 | 4.6 | 4.8 | 5.3 | 5.5 | 5.9 | 8.8 | 10.3 |
| Min | 0.95 | 1.55 | 2.05 | 2.25 | 3.2 | 4.1 | 4.3 | 4.5 | 5 | 5.2 | 5.6 | 8.44 | 9.87 | |
Deskrizzjoni dettaljata


Qafliet b'saħħa għolja jipproduċu iqarmeċ meta jiġu galvanizzati. Jeħtieġu attenzjoni speċjali.
It-tkissir tal-idroġenu ġeneralment huwa kkaratterizzat minn ksur ittardjat taħt stress. Kien hemm molol tal-karozzi, woxers, viti, molol tal-folji u partijiet galvanizzati oħra, fi ftit sigħat wara li l-assemblaġġ ikun inkiser, il-proporzjon tal-ksur ta '40% ~ 50%. Fil-proċess tal-użu ta 'partijiet indurati bil-kadmju ta' prodott speċjali, kien hemm ksur ta 'xquq f'lottijiet, u ġiet solvuta problema ewlenija nazzjonali u ġie fformulat proċess strett ta 'deidroġenazzjoni. Barra minn hekk, hemm xi tkissir tal-idroġenu li ma jurix fenomenu ta 'ksur ittardjat, bħal: hanger tal-electroplating (wajer tal-azzar, wajer tar-ram) minħabba ħafna drabi ta 'electroplating u pickling, il-penetrazzjoni tal-idroġenu hija aktar serja, ħafna drabi jidher tinja waqt l-użu li sseħħ fenomenu ta' ksur fraġli; Il-mandrin ta 'shotgun, wara diversi drabi ta' kroming, waqa 'mal-art u kiser; Xi partijiet imkessħa (stress intern kbir) se jinkisru meta jiġu pickling. Dawn il-partijiet huma idroġenati severament u jinkisru mingħajr stress estern, li ma jistax jintuża aktar biex jirrestawra t-teness oriġinali permezz tad-deidroġenazzjoni.
Iktar ma tkun għolja s-saħħa tal-materjal, iktar tkun kbira s-sensittività għall-fraġilità tal-idroġenu. Dan huwa kunċett bażiku li jrid jiġi ċċarat mit-tekniċi tat-trattament tal-wiċċ meta jikkompilaw l-ispeċifikazzjonijiet tal-proċess tal-electroplating. Azzar b'saħħa tat-tensjoni σb>105kg/mm2 meħtieġa mill-istandards internazzjonali għandu jkun soġġett għal stress ta' qabel il-plating u trattament ta' deidroġenazzjoni wara l-plating kif xieraq. L-industrija tal-avjazzjoni Franċiża teħtieġ trattament ta' deidroġenazzjoni korrispondenti għal partijiet tal-azzar b'saħħa ta' rendiment σs>90kg/mm2.
Minħabba l-korrispondenza tajba bejn is-saħħa u l-ebusija tal-azzar, huwa aktar intuwittiv u konvenjenti li tiġġudika s-sensittività tal-materjal għall-fraġilità tal-idroġenu skont l-ebusija milli skont is-saħħa. Minħabba li proċess perfett ta' tpinġija u mmaxinjar għandu jkun immarkat bl-ebusija tal-azzar. Fl-electroplating, sibna li l-ebusija tal-azzar madwar HRC38 bdiet turi r-riskju ta' ksur minħabba fraġilità tal-idroġenu. Għal partijiet ogħla minn HRC43, id-deidroġenazzjoni għandha tiġi kkunsidrata wara l-plating. Meta l-ebusija tkun madwar HRC60, it-trattament ta' deidroġenazzjoni għandu jitwettaq immedjatament wara t-trattament tal-wiċċ, inkella l-partijiet tal-azzar se jinqasmu fi ftit sigħat.
Ippakkjar






Dwarna







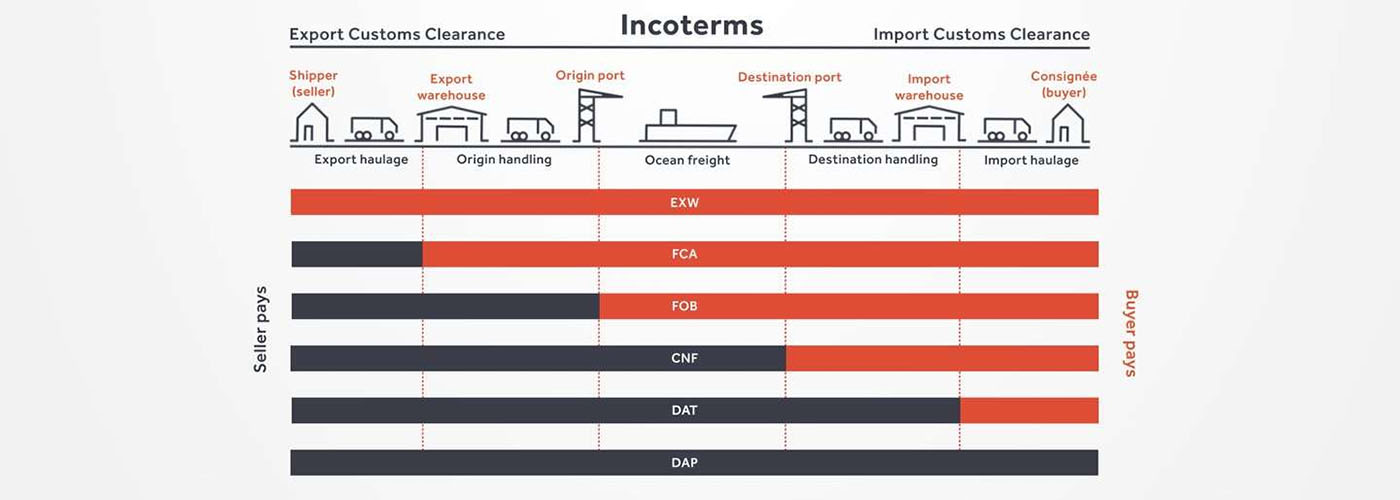
* Id-dijagramma li ġejja tidentifika l-incoterms kummerċjali differenti. Jekk jogħġbok agħżel dak li tippreferi.
PRODOTT TA' BEJGĦ SĦUN
Kwalità l-Ewwel, Sigurtà Garantita
-

Azzar tal-Karbonju abjad blu żingu indurat DIN934 Hex ...
-

Grad 4.8 Grad 5.8 Ankra tal-Kunjard Miksija biż-Żingu
-

Grad 8.8 DIN933 Bolt b'Ras Eżagonali Ossidu Iswed DIN 933
-

A2-70 A4-80 DIN934 Ġewż Eżagonali tal-Azzar Inossidabbli 304 316
-
Grad 4.8 Grad 5.8 Ankra tal-Kunjard Miksija biż-Żingu
-

Grad 8 DIN934 Ġewż Eżagonali Iswed tal-Ossidu tal-Ħajta Oħxon